高周波焼入れ
高周波焼入れとは、高周波誘導加熱を利用して歯の表層部を一挙に加熱したあと、急冷することで表面に硬化層を作る方法です。
このとき、表面層は、微細で均一なマルテンサイト組織となり、噛み合い面の耐摩耗性が増加します。また、この焼入れは、表面硬化層に大きな圧縮応力を残留させ疲労強度を増加させる特長があります。
高周波焼入れに最適な材質
| 炭素含有量 | 0.35程度(例:機械構造用炭素鋼S35C・S45C) |
|---|---|
| 歯表面硬度 | HRc40 |

歯先に熱処理加工を施したスプロケット
軸穴加工・キー溝加工
標準スプロケットの軸穴は、すべて下穴で用意しております。 標準スプロケット寸法表では、各々のスプロケットにおいて軸穴加工が可能な許容寸法(軸径の最小・最大)を表示しておりますので、使用伝動トルクに見合う軸穴加工をしてください。 軸穴加工をする際には、歯底を基準としてください。

軸穴加工を施したスプロケット
軸穴加工付きスプロケット
標準スプロケットの軸穴は、すべて下穴で用意しております。 標準スプロケット寸法表では、各々のスプロケットにおいて軸穴加工が可能な許容寸法(軸径の最小・最大)を表示しておりますので、使用伝動トルクに見合う軸穴加工をしてください。 軸穴加工をする際には、歯底を基準としてください。
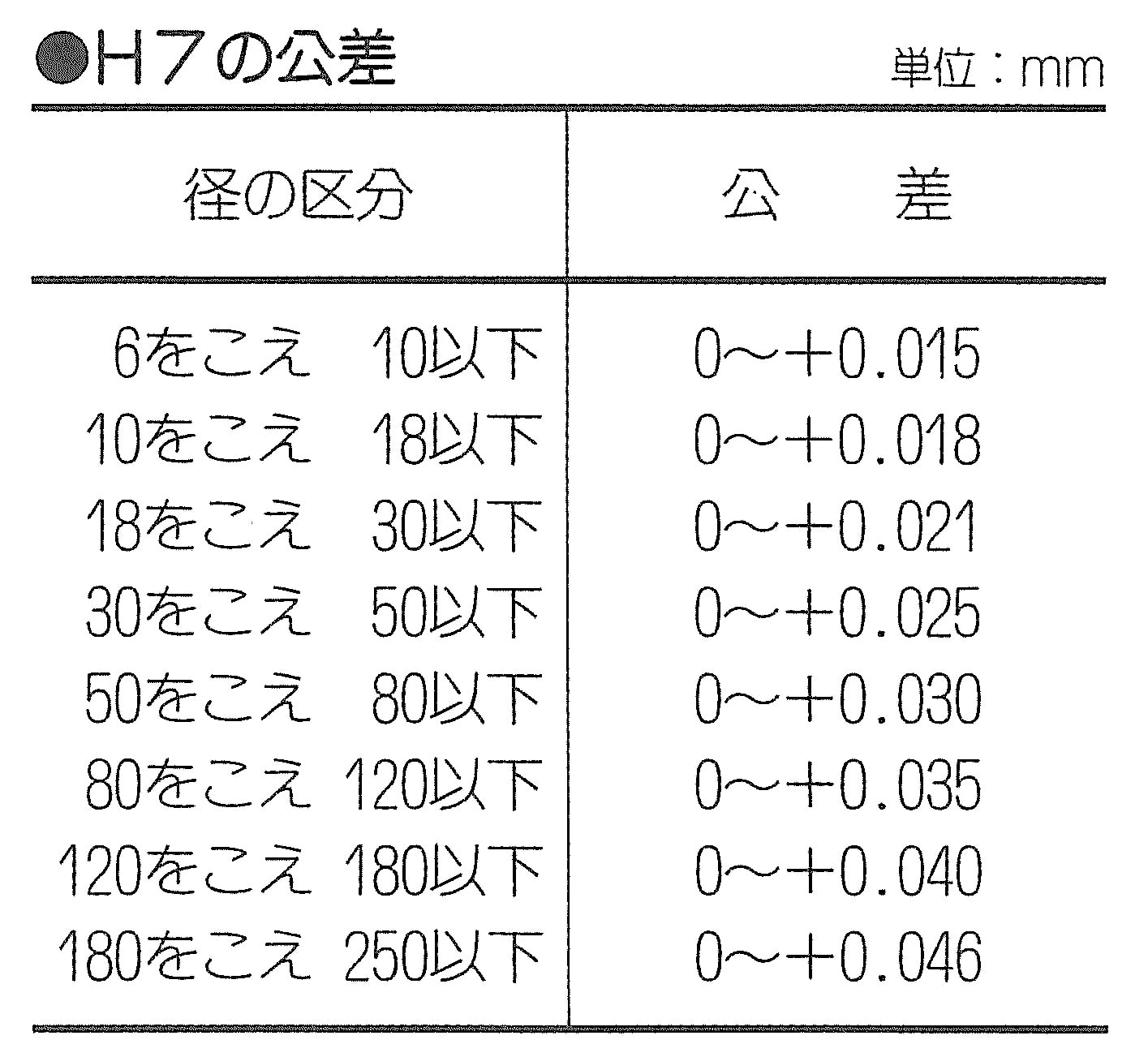
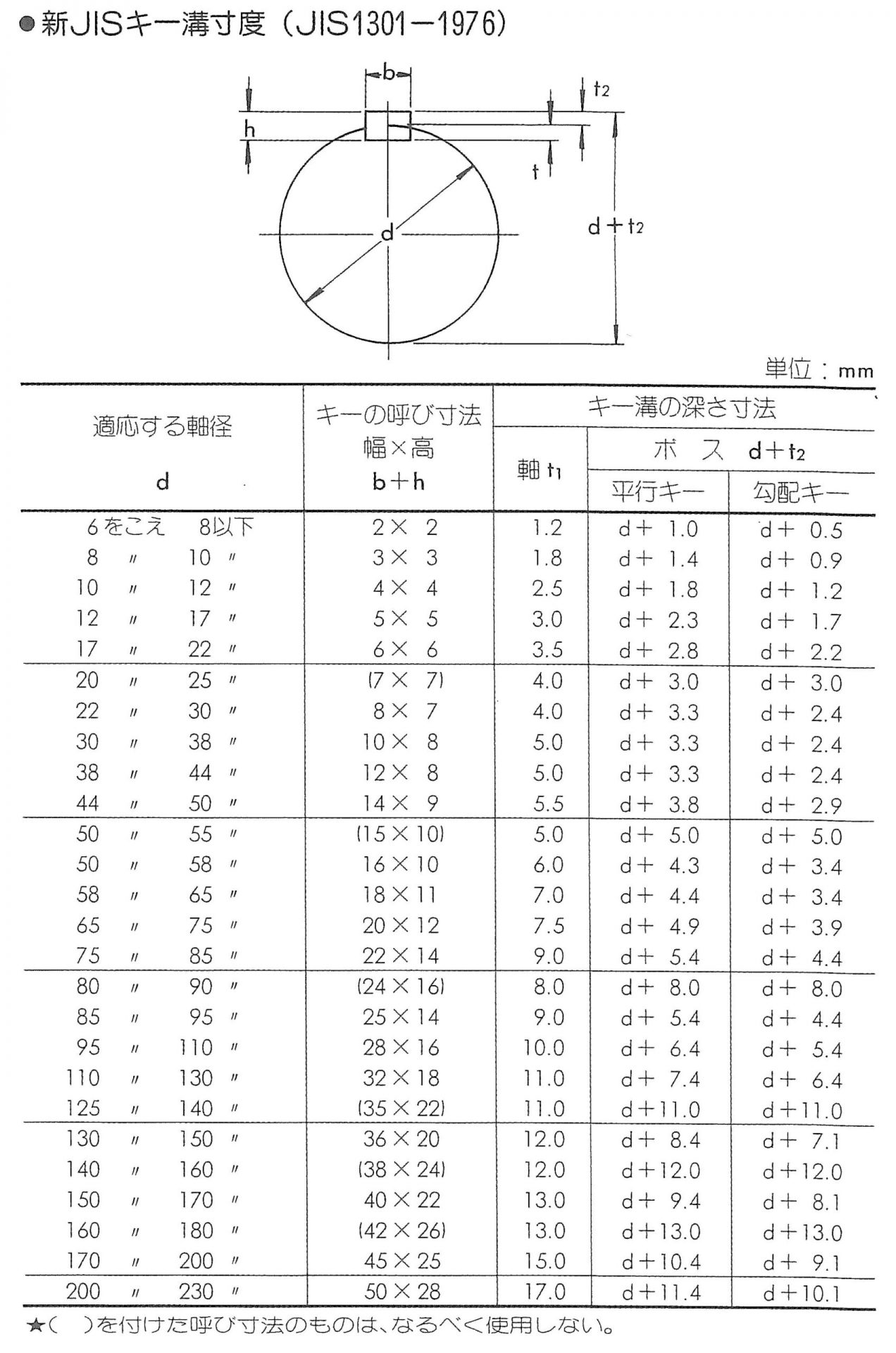
加工精度は、軸穴公差がH7(下表参照)、キー溝寸法は新JIS寸法(JIS B 1301-1976 下表参照)です。
標準スプロケットへの追加工
軸穴寸法、キー寸法、 タップ寸法をご指示により標準スプロケットに追加工します。 特にご指示がない限り、軸穴公差はH7(下表参照)、キー溝寸法はJIS寸法(JIS B 1301-1959 下表参照)で加工します。
特別仕様の製作スプロケット
標準スプロケットが使用できない場合、特別仕様のスプロケットとなります。 当社では、廉価で短期間で特別仕様のスプロケットを製作しています。 ボス径、 ボス長さ、 軸穴寸法などをお知らせください。